研 究 報 告
―製品開発支援担当―
1.竹材加工関連技術に関する共同研究 ··· 1
佐藤幸志郞・吉岡誠司
2.油の微生物分解処理技術の一般化に関する研究(その6) ···4
小谷公人・齊藤雅樹
*・吉岡誠司
3.商品化・事業化支援のためのプロトタイピング及び評価手法の高度化研究 ··· 8
佐藤幸志郎
4.県産スギ・ヒノキ等未利用材の高付加価値化及び商品化研究(第1報) ··· 12
兵頭敬一郎・佐藤幸志郎・久恒雄一郎
*・氏家誠司
*―電子・情報担当―
5.漁船機器の無線遠隔制御装置の開発 ··· 16
小田原幸生・足立 彰
*・谷口康広
*―機械・金属担当―
6.難削性金属材料の切削加工技術の高度化に関する研究(第3報) ··· 18
―コーテッド超硬エンドミルによる難削材の効率的切削加工技術の開発―
大塚裕俊・水江 宏・橋口智和
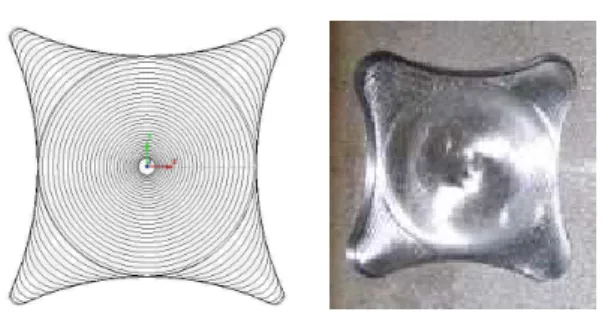
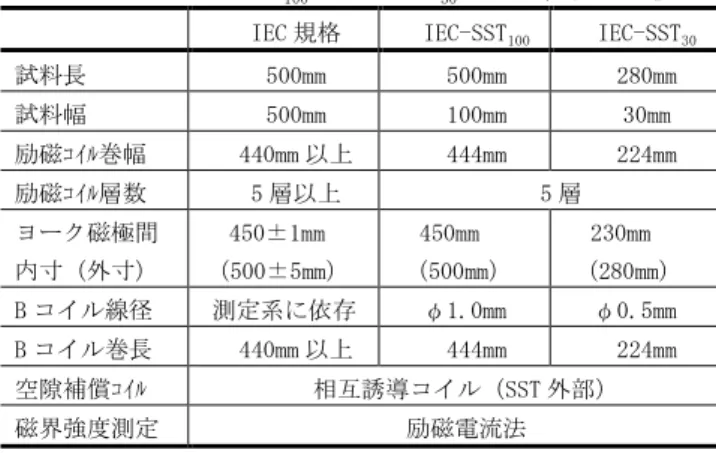
7.セラミックスの高精度切削加工技術(第4報) ··· 22
―ベクトル磁気特性計測用Hコイル巻枠の加工―
水江 宏・大塚裕俊・重光和夫・橋口智和・竹中智哉・相原 茂
*8.テストトレー上でBIテストを低消費コスト,省スペースで実現する手段の研究開発 ·· 27
―自己発熱型デバイス対応温調プレートの温度分布評価―
橋口智和・大塚裕俊・水江 宏・清水慎吾・宮川末晴
*―工業化学担当―
9.洗浄力に関する共同研究 ··· 31
江田善昭・二宮信治
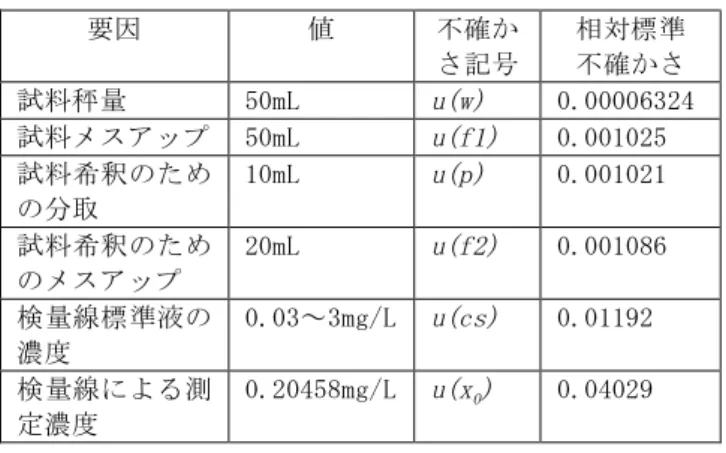
10.水質分析における不確かさに関する研究 ··· 33
谷口秀樹
―食品産業担当―
12.塩干品の品質安定化技術の開発(第1報) ··· 42
堀 元司・廣瀬正純
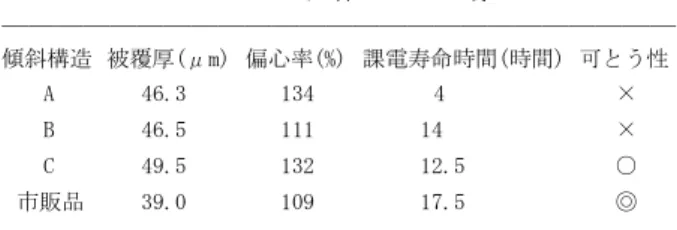
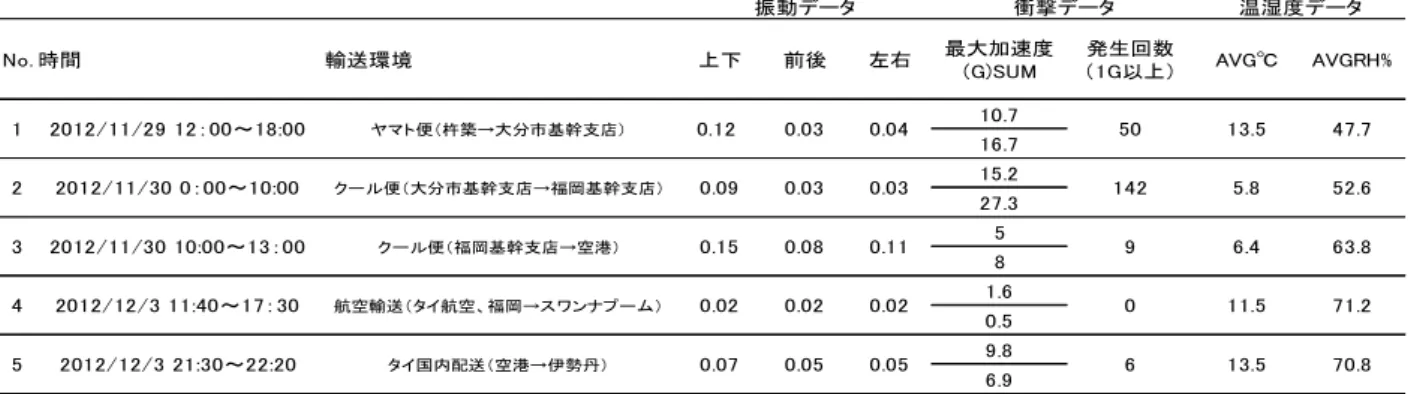
13.生鮮食品の輸送に関する研究 ··· 48
―イチゴのタイ向け小ロット輸送の輸送環境(第1報)―
朝来壮一・川口和晃
*14.生鮮食品の輸送に関する研究 ··· 53
―イチゴのタイ向け小ロット輸送の輸送環境(第2報)―
朝来壮一・川口和晃
*15.成熟カボスの加工利用に関する研究(第1報) ··· 57
廣瀬正純
16.貯蔵麦焼酎の安定性に関する研究 ··· 60
江藤 勧・佐野一成・後藤優治・樋田宣英
17.麦焼酎用酵母の評価および改良に関する研究 ··· 63
後藤優治・佐野一成・江藤 勧・樋田宣英
―企画連携担当―
18.IEC標準化に向けた材料評価のための単板磁気測定技術 ··· 67
沓掛暁史・城門由人・池田 哲・金田嗣教
*・榎園正人
*竹材加工関連技術に関する共同研究
佐藤幸志郞・吉岡誠司 製品開発支援担当
Collaborative research of processing technology for bamboo materials
Koushirou SATOU・Seiji YOSHIOKA Product Development Group
要 旨
大分県の伝統的工芸品「別府竹細工」の産地振興を目的に,産地の生産者組合である別府竹製品協同組合と共に新し い別府竹細工の技術マニュアルの内容について共同研究を実施した.平成 2,3,11 年度に大分県(別府産業工芸試験 所)が発刊した「竹編組技術資料」をベースとして,現在の別府竹細工の製作に必要となる内容について情報収集と整 理分類を進め,竹製品に関する最新の技術動向を反映した新しい技術マニュアルのコンテンツを作成することができた.
1. は じ め に
大分県の国指定伝統的工芸品「別府竹細工」は,観光 地別府温泉の土産品に留まらず,大分県を代表する工芸 品として全国的に認知されており,近年では海外にも多 くの愛好家をもつようになっている.
一方で職人の高齢化や市場の縮小など,他の伝統的工 芸品産業と同様の課題を抱え,後継者の育成,技術の継 承,販路開拓の 3 課題に対して産官の関係機関が技術教 育機関(竹工芸・訓練支援センター)の設置を初めとし た各種支援事業をおこなってきた.その一環として,平 成 2 年~3 年に「竹編組技術資料 基礎編・応用編」,平 成 11 年に「竹編組技術資料 アジアと日本の竹文化資料 編」を大分県(旧・別府産業工芸試験所)が別府竹製品 協同組合をはじめとした産地業界の協力の元で編纂した.
※平成 2~3 年度と平成 11 年度に編纂された竹編組技術資料について
(1)基礎技術編(H2)
二次元的な竹編みの技法 65 種類について説明
竹材・道具・材料加工について写真で説明
(2)応用技術編(H3)
三次元的な竹編みの技法 25 種類について写真で説明
縁巻き・籐巻き・手・柄の技法 25 種類について説明
竹材諸性質・製竹・着色と仕上げ・塗装・さび付け・成形・接着・
機械・保存について写真で説明 (3)アジアと日本の竹文化資料編(H11)
アジア各国の伝統竹製品等を写真で説明
日本各地の伝統竹製品等を写真で説明
産地の従事者に当時無償で配付した「竹編組技術資料」 は,初心者から熟練の技能者まで竹細工制作の際にハン
ドブックとして使用され,現在でも従事者のバイブル的 存在として活用されている.また,竹工芸・訓練支援セ ンターで実施される各種技術教育においても教材として 活用されるなど,技術の継承手段として別府竹産業の活 性化に貢献してきた.
「竹編組技術資料」を発行してから 20 年以上が経過し, 数年前から新規従事者用の予備在庫が底をついたことを きっかけとして産地の再発行ニーズが高まり,伝統的工 芸品産業振興事業で別府竹細工の振興・発展に取り組ん でいる別府竹製品協同組合が新たな発行作業の主体とし て準備を進めてきた.
ベースとなる「竹編組技術資料」のコンテンツは 20 年以上経過したものである.竹工芸産業を取り巻く生産 技術を中心とした社会環境は大きく変化しているため, 今回の再発行においては,表面処理や保存方法等に対し て最新の技術動向を反映させる必要がある.また,「竹編 組技術資料」掲載の編組工程以外にも効率的な工程が存 在する可能性があることが,生産者組合内部の準備調査 で判明している.
今回の共同研究では,竹材加工技術に関する各種情報 を生産者組合と当センターが共同で収集・整理して,後 継者育成や技術継承に資する,今後の産地振興に不可欠 な技術資料のコンテンツ作成を目的とする.
2. 研究方法
2.1 編組技術,応用技術(縁巻き等)の把握とデジタル
データ化
れる手法や道具に変化が見られること,その他編組技術 の選択・分類・整理・掲載の方法等,様々な懸案事項が 発生している.
生産者組合と共同で「竹編組技術資料」掲載の 115 種 類の編組工程(二次元的な竹編みの技法 65 種類+三次元 的な竹編みの技法 25 種類+縁巻き等周辺の技法 25 種類) について確認を進めたところ,特に大幅な修正を要する 2 種類の編組工程「四つ目崩し」「千代田編み」の存在が 判明した.上記 2 種類について,現場での編組工程の撮 影と,グラフィック作成ソフトウエアによるイラストレ ーション化を実施し,新たな編組工程コンテンツを作成 した.
Fig.1 千 代 田 編 み の 新 工 程
また,20 年前の資料には掲載されていても,現在は生 産現場で使われていない道具,機械について確認すると 共に,別府竹細工の産地で広く普及しながら,「竹編組技 術資料」に未掲載であった輪弧編み用の「うずら立て」 等の道具写真を収集した.
Fig.2 う ず ら 立 て
更に,「竹編組技術資料」の印刷版下は現存しておらず, 現在の PC で利用できるフォーマットでの原稿データも 作成されていなかった.
残されていた古い PC や古いワードプロセッサーの原 稿データ,ネガフィルム,紙焼き写真等のアナログ中心 のコンテンツを収集・蓄積・整理し,収集した全てのコ ンテンツについてデジタルデータ化を実施した.データ の作成フォーマットは,現状のグラフィックデザイン, 印刷分野で業界標準として使用されている以下の PC ソ フトウエアを使用した.
・イラストレーション作成 Adobe Illustrator CS3 ・ページレイアウト作成 Adobe InDesign CS6
2.2 竹材保存,着色,竹資源の活用等の竹材利用技術
の最新の技術動向の把握
「竹編組技術資料」掲載から 20 年以上が経過した竹材 保存等各種周辺技術については,最新の技術動向を把握 し,必要があれば今回作成する技術資料に反映する必要 がある.また前回は掲載していない竹細工制作の最上流 工程としての竹林における竹の管理・伐採や,染色廃液 や薬品の取り扱い,竹資源活用のための県内各地域の取 りくみ等についても,竹資源活用に有用な知識であるこ とから技術情報を収集することとなった.今回新規に情 報収集とコンテンツ作成を行った項目は以下のとおり.
・竹山の管理と伐採
・染色廃液や薬品などの取り扱いおよび廃棄 ・県内の地域観光文化の中での竹利用
・インテリア素材としての竹の持つ演出効果事例 ・生産者組合(別府竹製品協同組合)の沿革
また,新規ではないが「竹編組技術資料」掲載の竹材 の諸性質と竹材の保存に関するコンテンツについても, 新たな知見に基づき全面的に改訂した.
3. 結 果 及 び 考 察
共同研究の結果,竹材の性質,加工技術,保存,着色 等のコンテンツが最新の技術動向に基づいてリニューア ルされると共に,地域振興やインテリア素材としての活 用等,竹資源の新たな活用についても情報収集が進めら れたことにより,編組を中心とした別府竹細工制作技術 の体系的整理とデジタルコンテンツ化が達成された.
今回の成果は,生産者組合により新たな産地の技術マ ニュアル「別府竹細工技術資料集」として,経済産業省 の伝統的工芸品産業支援後継者育成事業の助成を受けて 印刷され,県内竹産業新規従事者等を対象とした後継者 育成現場での活用が予定されている.「竹編組技術資料」 では基礎編と応用編に分冊されていた内容が整理統合さ れた合本として,竹細工教育現場での教科書や,産業に 従事するベテラン職人が編みながら参照するハンドブッ クとして活用されることとなる.
Fig.4 別 府 竹 細 工 技 術 資 料 集
今後成果が活用されることにより,生産者組合を中心 とした産地の商品開発プロジェクトの活性化や,産地の 後継者育成活動が活性化することを期待したい.
参 考 文 献
油の微生物分解処理技術の一般化に関する研究(その6)
小谷公人*・齊藤雅樹**・吉岡誠司*
*製品開発支援担当・**工業振興課
Research and Development for Utilization/Generalization of
Biodegradation Disposal of Recovered Oil (6
thReport)
Kimito KOTANI*, Masaki SAITO**, Seiji YOSHIOKA* *Product Development Group, **Industrial Development Division
要 旨
東日本大震災の被災地復興を技術支援するため,23年度に実施した災害漂着油回収物をバーク堆肥によりバイオ
処理する技術の実証試験を継続し,その分解プロセス把握,緑化資材化に必要な試験,復興資材活用に向けた協議
等を行った.その結果,A重油とC重油が混濁した重油系油種の災害漂着油回収物のバーク堆肥中での油分濃度は,
試験開始時に推算された約5,800±620ppmから約8カ月で500ppm(検出限界)以下となり油分解が確認された.また,
この実証試験バーク堆肥は,重金属についても環境基準を下回っていたこと,有害物質による植物の成長阻害や異
常症状は認められなかったことから,関係機関と復興資材活用の協議を行って試行実施が検討可能であった.
1. はじめに
本研究では,回収油の現処理法である「焼却」に対し,
全国各地のバーク堆肥製造工場での発酵工程をそのまま
分解処理に適用するバイオ処理の実証モデルの研究普及
活動を継続して行ってきた.平成19年度から,環境負荷
低減型の処理と位置付けられる油流出事故等の油回収物
の微生物分解処理技術の社会実装を目標として,これま
で「回収油を閉鎖サイトにおいて微生物分解処理した安
全な残留物を環境に戻す」シナリオ実現をめざしバイオ
処理の拠点づくりを行ってきた.
平成23年3月11日に発生した東北地方太平洋沖地震に伴
う津波等により,広域性と多発性を特徴とする「国内史
上最大級の油流出災害」が発生したと捉えて,23年度の
活動は,この震災に関連する復興技術支援プロジェクト
として位置付けた.つまり,被災地の環境を修復する新
たな社会技術として,前報1)のとおり実証試験を大船渡市
で開始した.本研究は,この実証試験を継続し,油の分
解プロセスの把握や緑化資材化に向けた安全性の確認を
行って,復興資材活用に向けた協議の取り組みを行った.
2. 実証試験の内容
2.1 災害漂着油種の分析
前報では,漂着油回収物中の油層部,水層部の油分濃
度を測定したが,その油種の分析は行っていなかったこ
とから,GC-FID法によるTPH試験を行って,標準サンプル
のクロマトグラムと比較して濁油層の油種を調べた.
2.2 誤差評価及び油分濃度の測定方法
各測定値及び油分濃度における誤差評価はこれまでの
実験に準じて行った.また,サンプリングにおける誤差
も同様にこれまでの実験から相対誤差=68%とした.油
分濃度の低い測定値では影響が大きいため,結果の評価
において注意が必要である.
実証試験の処理作業及び測定方法については Fig.1 に
示す.前報のとおりバーク堆肥 100 ㎥(約 50t)に災害漂
着油回収物を総重量で約 1.6t投入した状態で約 6 ヵ月間
は 2 週間ごとに行う攪拌時にサンプルを採取した後,油
分濃度を n-ヘキサン抽出法により 1 か月ごとに測定した.
油膜油臭が認められない状態となった約 6 ヵ月以降継続
した本研究では,約 8 ヵ月目と約 14 ヵ月目にサンプルを
採取し同様に油分濃度を測定した.また,約 14 ヵ月目の
時点で実証試験バーク堆肥の GC-FID 法による THP(=全
石油系炭化水素 C6~44)試験を行って,そのクロマトグ
ラムにおける残留するガソリン(C6~12),軽油(C12~
28),残油(C28~44)の油分組成の性状を調べた.
2.3 重金属等土壌環境基準分析
重金属等 11 種の分析測定については,平成 3 年 8 月 23
日 環境省告示第 46 号「土壌の汚染に係る環境基準」で
指定する項目の分析方法で行った.
2.4 植害試験
昭和59年4月18日付け59農蚕第1943号 農林水産省農蚕
園芸局長通知「植物に対する害に関する栽培試験の方
法」に定める試験方法で行った.
3. 実証試験の結果及び考察
3.1 災害漂着油の油種
GC-FID法によるTPH試験を行ってこの災害漂着油の油種
を標準サンプルのクロマトグラムと比較して調べた結果
をFig.2 に示す.この災害漂着油回収物油濁層は,標準
サンプルC重油とA重油のクロマトグラムが重なり合った
クロマトグラムを示した.よって,C重油が主体でA重油
と混濁した重油系漂着油であると確認した.
3.2 油分濃度の変化及び分解プロセス
実証試験を開始した平成23年10月6日から平成24年11月
30日までの約14ヵ月間のバーク堆肥の内部温度や油分濃
度の経時変化及び観察記録をFig.3に示す.
バーク堆肥の内部温度は発酵温度を示すとされ,微生
物の分解活性を知る指標のひとつと考えられる.試験開
始時にパイル状にしたバーク堆肥中3地点(上段,中段,
下段)の内部温度は48~45℃であった.既に堆肥発酵中
のバーク堆肥を使用し,微生物が分解に必要な酸素を供
給する撹拌作業を行うことで,内部温度は3ヵ月以上55~
31℃で推移していた.特に,地点B(中)としたバーク堆
肥中央部は,実証試験地の寒冷な気象条件であっても約6
ヵ月後の平成24年3月まで40℃近い内部温度を維持できて
いた.このことから,一般的に微生物では難分解とされ
ている重油を含むバーク堆肥であっても,分解微生物が
高い活性状態を継続していたことを示す発酵による内部
温度と考えられた.約8ヵ月後となる同年5月以降は3地点
とも20℃前後で推移していることから,この内部温度の
低下状態はほぼ発酵分解を終えた状態にあると考えられ
る.(Fig.3下のグラフ)
油膜や油臭については,バーク堆肥に投入埋設した災
害漂着油回収物により,約3ヵ月前後まで目視上や官能検
査で観測されましたが,周辺環境に影響することはなか
った.しかし,その後は観測できず油膜や油臭を生じる
状態ではないことが示唆された.なお,重油系の漂着油
を吸着した樹皮製油吸着材は目視観察上約2ヵ月前後で識
別できなくなり,比較的早い段階で杉樹皮や綿不織布が
分解過程に入ることも確認できた.(Fig.3中の矢印)
バーク堆肥中の油分濃度は,バーク堆肥中の3地点で任
意に9箇所から採取したサンプルを試料とする方法でサン
プリング測定した.この場合の油分濃度は,開始直後は
一部の回収物と接した堆肥周辺で局所的に高く,撹拌作
業によってバーク堆肥と混ざり合うことで分散均質化し
てゆく傾向がある.今回の実証試験では開始時点の推算
油分濃度約5,800±620ppmを超えるような局所的高濃度な
試料がサンプリングできなかった.サンプリングに起因
する誤差(相対誤差68%)で補正した油分濃度は,約3ヵ
月後(78日)が約4,000~500ppmであったが,約4ヵ月後
(110日)で約2,300~500ppm(検出限界)以下と開始時
の1/2~1/10 以下に低下し,その後も約6ヵ月後まで同様
に推移していたが,約8ヵ月(236日)以降はいずれも
500ppm(検出限界)以下となり,油分が測定できなかっ
た.(Fig.3上のグラフ)
また,n-ヘキサン抽出法による油分の定量だけでなく,
約14ヶ月(421日)後の時点で実証試験バーク堆肥のTPH
試験を行って残留する油分組成の性状を調べたところ,
全石油系炭化水素=THP(C6~44),クロマトグラムにお Fig.1 実証試験のバイオ処理風景及びサンプリング測定記録作業
災害漂着油回収物濁油層の油種(大船渡)
C重油 (標準サンプル)
軽油又はA重油 (標準サンプル )
GC-FID法によるTHP試験 クロマトグラム
けるガソリン(C6~12),軽油(C12~28),残油(C28~
44)のいずれも通常のバーク堆肥同様100mg/kg/dry(検
出限界)未満であった.
これらの試験結果から,油分濃度の低い測定値では影
響が大きいことを考慮しても,本バイオ処理技術により
災害漂着油回収物の油分は約8ヵ月でほぼ分解されたと判
断し,実証試験の分解目標を達成した. 3.3 重金属等有害物質の影響
この実証試験では資源循環型の新たな災害廃棄物処理
の方法として,災害漂着油回収物の分解処理後のバーク
堆肥について法面緑化などでの緑化資材化再生利用をめ
ざしていることから,環境省や各県などの災害廃棄物及
び津波堆積物の処理指針や処理計画等に沿って有害物質
の化学分析を行った.つまり,災害漂着油回収物は,広
義には有害物質等を含む津波堆積物の区分に属する分別
回収物と考えられ,油以外に津波堆積物由来の重金属等
を含んでいる可能性が否定できない.約14カ月目(24年
11月30日=421日)の土壌環境基準項目に準じた重金属等
の溶出量10項目,含有量3項目の分析試験を行った結果を
Table 1に示す.これらの項目すべてにおいて土壌環境基
準を下回っており,実証試験バーク堆肥は有害物質を含
まないことが確認できた.
また,分解処理後のバーク堆肥を法面緑化などの緑化
用途で再生利用するには,肥料取締法によって汚泥発酵
肥料などと同じく普通肥料として取扱われることを想定
する必要がある.同実証試験バーク堆肥により植害試験
実施した試験結果をFig.4に示す.この植害試験でも,有
害物質によると考えられる植物の成長阻害や異常症状は
認められなかった.
この分析や植害試験の結果からも,分解処理後のバー
ク堆肥は有害物質を含まないものであり,再生資材とし
ても生活環境保全上の支障はなく,堆肥としての安全性
を満たしていると考えられた.
0 1,000 2,000 3,000 4,000 5,000 6,000 7,000
0 30 60 90 120 150 180 210 240 270 300 330 360 390 420
油
分
濃
度
p
p
m
日数 day
地点A(上) 地点B(中) 地点C(下)
0 day(開始時)
-10 0 10 20 30 40 50 60
温
度
℃
地点A(上) 地点B(中) 地点C(下) 平均気温 最高気温 最低気温
油臭 油膜
油吸着材
検出限界以下
(油投入前と同等の油分値)
Fig.3 実証試験バーク堆肥の内部温度(下),観察記録(中),油分濃度(上)の経時変化
環境上の条件 分析結果 単位
カドミウム 0.01 以下 <0.001 mg/L
全シアン 検出されないこと 不検出 mg/L
鉛 0.01 以下 <0.005 mg/L
六価クロム 0.05 以下 <0.01 mg/L
砒(ひ)素 0.01 以下 0.004 mg/L
総水銀 0.0005 以下 <0.0005 mg/L
アルキル水銀 検出されないこと 不検出 mg/L
セレン 0.01 以下 <0.001 mg/L
ふっ素 0.8 以下 <0.08 mg/L
ほう素 1 以下 0.2 mg/L
砒(ひ)素 15 以下 0.3 mg/kg
カドミウム 0.4 以下 <0.1 mg/kg
銅 125 以下 <0.5 mg/kg
溶出量
含有量 項 目
これにより,災害廃棄物処理方法としても現状の焼却
処理と比べ低環境負荷(CO2排出で約1/3)であるだけで
なく,今回のような津波等で漂着油汚染が発生した被災
地内において分解処理と再生利用が可能な資源循環型の
新たな社会技術となることが期待できると考えられた.
4. 復興資材活用の取組
本研究は「油流出事故回収物の微生物分解処理の普
及」の一環であり,震災に関連し被災地での復興資材活
用に特化して,油の分解プロセスの把握や緑化資材化に
向けた安全性の確認が行えた.このことから,被災地の
復興事業に取り組む国や県及び地元自治体である大船渡
市ほか関係機関に本研究の成果について現地説明し,公
共工事や事業等の用途に合わせた緑化資材化,つまり実
際の復興資材活用を試行するための取り組みを行った. 平成 25 年 2 月中旬に関係機関を訪ねて説明及び活用に
ついての協議を行った結果,本研究成果については理解
が示され,復興資材活用の試行に向け具体的に検討可能
との意向が確認できた.
これらの試行実施は,公共工事や事業等の複数の用途
で検討可能であったことから,具体的には次年度に向け
てその条件に適合する緑化資材化の調整をはかることと
なった.
5. まとめ
本研究の実証試験の結果及びその後の取り組みの成果
は,以下のとおりである.
・実際に大船渡市で回収された災害漂着油回収物中の濁
油層の油種を調べた結果,C 重油が主体で A 重油と混
濁した重油系漂着油であると確認した.
・災害流出油回収物をバイオ処理する実証試験の分解プ
ロセスを把握した結果,バーク堆肥の内部温度は開始
から 3 ヵ月以上 55~31℃で推移し,バーク堆肥中央部
は,実証試験地の寒冷な気象条件であっても約 6 ヵ月
後まで 40℃近い内部温度を維持し微生物の分解活性が
高いことを示唆した.油膜や油臭は約 3 ヵ月で消え,
油分濃度は約 5,800±620ppm から 500ppm(検出限界)
以下となり,災害漂着油回収物中の油は約 8 カ月でほ
ぼ分解され,目標を達成したと判断した.
・油以外で土壌環境基準値以上の重金属等の有害物質は
含まれておらず,植害試験においても有害物質の影響
と考えられる成長阻害や異常性状は認められず安全な
緑化資材化が可能であった.
・新たな社会技術として再生利用を進める観点から,こ
の実証試験後のバーク堆肥について復興資材活用の取
組を行った結果,公共工事や事業等の複数の用途で試
行実施が検討可能であった.
今後,具体的に条件に適合する緑化資材化の調整をは
かる.これにより災害漂着油のバイオ処理が一般化し,
新たな社会技術として進展するものと期待できる.
謝辞
本研究にあたっては,実証試験にご尽力頂いた大船渡
市の関係担当者,試験作業協力を頂いたトーア木材(株)
田鎖氏はじめ,長年多大なる支援を頂いた(独)科学技術
振興機構,貴重な助言を頂いた客員研究員 関正明氏,ま
た活用に向けてご指導を頂いた国土交通省東北地方整備
局,岩手県の各機関関係各位に深く御礼申し上げる.
参考文献
(1) 小谷公人, 他 : 油の微生物分解処理技術の一般化に
関する研究(その 5),大分県産業科学技術センター
平成 23 年度研究報告,2012
写真 1 生育状況
標準区 供試肥料区 対照肥料区 播種10日後
写真 2 生育状況
標準区 供試肥料区
試験終了時 播種21日後
写真 3 生育状況
標準区 対照肥料区
試験終了時 播種21日後
商品化・事業化支援のためのプロトタイピング及び評価手法の高度化研究
佐藤幸志郞 製品開発支援担当
Reserach of innovation for prototyping and evaluation method to commercialize a product
Koushirou SATOU Product Development Group
要 旨
企業が市場競争力の高い商品を開発することを支援するために,ユーザーニーズを精度良く抽出する手法と して近年注目されている「プロトタイピング」について情報収集を行うと共に,当センターが実施する県内企 業に対する製品開発支援業務の中で本手法を試行し有効性を確認した.
1. は じ め に
当センターでは県内企業の商品開発支援において,市 場競争力の高い商品を開発するために,ユーザーニーズ を起点とするマーケットイン型開発プロセスを積極的に 活用してきた.
マーケットイン型開発は,起点となるユーザーニーズ の精度によって市場化の成否が左右されるため,精度向 上が課題となっている.本研究では,精度向上を実現す る手法として,「人間中心設計(ISO 13407)」で主張され ている「HCD サイクル」の実践手法の一つである「プロ トタイピング」に着目する.プロトタイピングは試作と 評価を繰り返すことで,ユーザーニーズとのマッチング を向上させようとする手法である.多くのアイデアや可 能性を数多く試すことがより深いマッチングにつながる との考えから,試作は時間と手間をかけて完成品に近い ものを少量作るよりは,扱いが簡単で短時間,低コスト なラフな精度の試作と評価を数多く行う.
本研究では,プロトタイピングの試作手法と評価手法 について研究機関や企業の研究事例について情報収集を 行うと共に,県内企業に対する商品開発支援業務の中で 本手法を試行し,その有効性を確認して,企業支援スキ ルの蓄積を図ることを目的とする.
2. 研 究 方 法
2.1 試作手法について情報収集と環境整備
試作モデル(プロトタイプ)の作成は,時間とコスト のかかる製品そのものを作る前に,その形態や機能のア イデアを評価検討するための手法の一つである.
ユーザビリティ評価等の情報デザイン分野に関する 文献等について情報を収集したところ,近年のプロトタ イピングにおける試作モデルの役割について,従来から
の産業分野における試作との状況の違いを理解すること ができた.
主にプロダクトデザインの分野を中心として,自動車 や電化製品の産業界において従来から数種類の試作モデ ルを開発の各工程において使い分けて利用してきた.具 体的には,企画及びアイデア発想段階でアイデアスケッ チを描くように作成する「①3次元スケッチ(スケッチ モデル)」.デザイン図作成及び設計段階で原寸大で粗い 作りで作成される「②ペーパーモデル」.外観,ディテー ル,機能の確認のために緻密な作りで作成される「③モ ックアップ」や「④クレイモデル」.開発最終段階で製品 と同様の形状に可能な限り機構や機能を組み込んだ,デ ザイン,素材,機能,安全性,生産性,耐久性,コスト 試算等の検討に幅広く使われる「⑤ワーキングモデル」 等に分類される.開発担当者自身のアイデア確認や企業 内部の設計承認が主な目的であり,ユーザーニーズとの マッチングのために積極的に活用されることは少なかっ たようである.
プロトタイピングにおいては,多くのアイデアの可能 性を検討するためにプロトタイプには質より量が求めら れる.上記の分類の中ではあえて①②レベルの精度をあ まり追求しないモデルを積極的に活用するものであり, 素材として手工具で効率よく開発者のアイデアを具現化 できる,紙,スチレンボード,スタイロフォーム,合成 木材等が使われている.当センターにおいても従来から これらの素材の活用は,商品開発業務の中心として実施 してきたところであり,制作環境の整備と作業ノウハウ の蓄積は,企業支援に十分なレベルが既に保持できてい ると思われる.
Fig.2 大分県産業科学技術センターB202 試作室
更に近年のプロトタイピングにおいては,CAD データ 等から短時間で正確な形状の 3 次元造形を行う「3D プリ ンター」の普及により,「ラピッドプロトタイピング」と いう手法が実用レベルとなってきている.これは従来で あれば時間とコストを要する③④⑤レベルの高品質な試 作モデルを,初期開発段階から積極的に利用し,よりス ピーディーで高精度な開発を目指すものである.
当センターにおいても県内ものづくり産業の支援の ために,「ラピッドプロトタイピング」環境整備を目的と した 3D プリンターの導入を検討しており,機器の種類や 能力等について調査を実施した.
3D プリンターは国内外において様々な製品が開発さ れ,目的・用途に応じて様々な造形方法が提案されてい る.ラピッドプロトタイピングを初めとした「形状確認」 や「機能検証」の用途向けには,ABS 樹脂やポリカーボ ネイトといったエンジニアリングプラスチックに近い性 状の原料を熱で溶かして積層する手法や,光硬化させる 手法,レーザーの高温で焼結させる手法等が開発され普 及が進んでいる.量産製品素材に準ずる強度を発揮する 素材を用いて試作することにより,他のパーツと組み合 わせて,強度や機構等の機能面を検証すること等が可能 となっている.
Fig.3 3D プ リ ン タ ー の 例
2.2 評価手法について情報収集と環境整備
プロトタイピングの評価手法の情報収集として,先進 企業の実施する行動観察手法についての研修会に参加し た.
研修日:平成 24 年 12 月 21 日(金)
用務地:大阪市西区靭本町 株式会社エルネット 主 催:株式会社エルネット
行動観察研究の分野では国内トップの実績を有する 大阪ガスグループに属する調査会社エルネットは国内で は初めて本格的に行動観察をマーケティングや業務カイ ゼンのツールとしたビジネスを展開しており,研修会で はその成果事例(掃除機,調理機器,洗顔料,暖房機, 医療機器等)が紹介された.
行動観察は商品のライフサイクル(開発期→導入期→ 成長期→成熟期→衰退期)の中においては,開発期に活 用されることが多い.商品コンセプトの立案に欠かせな い的確なユーザーニーズの把握には,深いユーザー理解 が必要であり,ユーザーの潜在ニーズの把握が可能な行 動観察は有効なツールとなるとの説明があり,当方が行 動観察手法に期待しているとおりの効果が既に得られて いることが説明された.
行動観察は定性調査であるため,定量調査に比べ被験 者数が少ないことが多いが,行動観察において有効な仮 説抽出に必要な人数は 6~8 名が基準とされているので 問題ない.これはユーザビリティ研究の主流であるニー ルセンの説によるもので,5 名の被験者の観察で課題の 85%が抽出されることを根拠としている.エルネットの 業務においても,家庭訪問による行動観察では 6 名を対 象とすることが多く,セグメントが多い場合でも最大 8 名で行うとのこと.
①主婦の朝のメイク行動(ビデオを使った間接観察, 家庭の洗面所を使う人を背後から撮れる位置にビ デオを設置し音声と合わせて記録,育児と家事が重 なり洗面所を出たり入ったりする細切れの行動が 観察され課題の気づきが得られた)
②家庭内の掃除行動(ビデオ撮りスタッフとメモを取
るスタッフの複数体制での交流観察,ビデオが不可 の場合はメモのみで実施,理想はメモも複数で実施, 現場での気づきがメモから得られる)
③有職主婦の家事行動(ビデオ撮りスタッフとインタ
ビュースタッフの複数体制での交流観察,松波行動 観察研究所長が実施,観察される側とのラポール (信頼)の形成が重要,観察する側が目的「普段通 りの生活が見たい,家の中を片付けない,お茶も出 さない等」をきちんと観察される側に伝えることや 最初の1時間程は世間話をすること等で信頼が得 られる,主婦の家事意識の本音がヒアリングできた, 長時間の共同生活でだんだん打ち解けることがで きた)
上記のとおり,行動観察調査をビジネスに活用する分 野での先進企業の事例について情報を収集することがで きたので,今後のプロトタイピング手法が必要となる企 業支援に活用したい.
2.3 商品開発支援業務の中での手法の活用(ペーパ
ーモデルによるプロトタイピング)
県内企業の商品開発支援業務の中で本手法を試行し て,その有効性を確認することとした.
対象案件は,ペット用品の開発支援(平成 24 年度グ ッドデザイン商品創出支援事業)である.ペーパーモデ ル手法によるプロトタイプの作成による構造や素材の検 討と,作成したプロトタイプの操作行為をビデオ撮影し て観察,分析することによりユーザー要求事項を把握す ることを目的として行動観察手法を試行した.
Fig.4 ペーパーモデルの作成
はじめに開発中のデザイン案のスケッチに基づいて, スチレンボードを素材としてペーパーモデルを作成する ことにより,構造や素材についてデザインスケッチ段階 では認識されていなかった問題点を見出すことができた.
Table 1 プロトタイプ作成で分かった構造等の課題
次に,プロトタイプの操作行為について,HMI(ヒュー マンマシンインターフェイス)の観点,操作・行動の手が かり,識別性,操作・行動に対する制約状況等,ぞれぞ れの観点に着目して観察することにより,アイデアスケ ッチや開発会議では認識されていなかったユーザー要求 事項を把握することができた.
Fig.5 プロトタイプの操作行為の観察
Table 2 観察で分かったユーザー要求事項
位置関係 フードを取り出しにくい
力学的側面 扉などの面テープの接着力が強すぎる 取っ手で持ち運ぶには重たい、持ちにくい? 接触面 既存ケージに載せているときに動く、滑る
頭脳的適合性
時間的適合性
環境的適合性
運用的適合性
操作・行 動の手が かり 識別性 操作・行 動に対す る制約状 況
利用方法、変形方法が分かり難い
ふたの開閉の向きが分かり難い
使用した内容物を戻すときの扉の場所が分かり難い 扉の開閉に方向性がある
L字形態に上下がある、逆にすると中身がこぼれて使えない 内容量の増加に制限がある
身体的適合性
HMI(ニュ ーマンイン ターフェイ ス)の観点
災害時の持ち出し形態に変形させることが分かり難い ケージ形状にするときの袋内部の壁や柱の操作が分かり難い 中身の有無が識別できない
災害寺の持ち出し形態に変形させる時間的余裕が心配 製品にボリュームがあるので設置空間に狭さを感じる 製品素材のセレクトが、設置空間への適合を左右する フードのロータリー消費の運用が不明
ロータリー消費をするには全体の容量が足りない 用途毎の収納スペースの使い分けが不明 フードの残が明示的でない
日常使い形態
既存ケージへ固定する器具が必要 L型形態を保つ器具が必要
折りたたまれたケージ部分の厚みが設置時に干渉する 収納容量が小さい
前面の回転引き出しにストッパーが必要
持ち出し形態
折りたたまれたケージ部分の厚みが折り畳みに干渉する 取っ手の凹みが収納容量を圧迫する
持ち出し形態に変形させるための蝶番の機能が必要
ケージ形態
ケージの高さがS犬種にも低いのでは? 扉に蝶番の機能が必要
3. 結 果 及 び 考 察
商品開発支援業務の案件についてプロトタイピング を試行することにより,迅速,低コストにてユーザーの 潜在ニーズを明らかにして開発要件や試作の問題点を得 ることができた.プロトタイピングにおける試作手法と 評価手法の調査結果と併せて,企業の製品開発を支援す るために「プロトタイピング」は有効な支援ツールとし ての可能性を持つことが確認できた.
本年度の実施内容を基点として,次年度以降も開発支 援業務において機会を捉えて「プロトタイピング」を活 用し,ユーザーニーズに適う市場競争力の高い製品開発 を進め,そのノウハウの蓄積を継続したいと考えている.
参 考 文 献
(1) ユ ー ザ ビ リ テ ィ エ ン ジ ニ ア リ ン グ 樽 本 徹 也 (2005)
(2)プロダクトデザイン 日本インダストリアルデザイナー協会 編(2009)
県産スギ・ヒノキ等未利用材の高付加価値化及び商品化研究(第1報)
兵頭敬一郎*・佐藤幸志郎*・久恒雄一郎**・氏家誠司***
*製品開発支援担当・**久恒森林株式会社・***大分大学工学部
Research and commercialization of high-value-added by unused cedar and cypress of
Oita Prefectural Product
(the 1st report)
Keiichiro HYODO*,Koushirou SATOU* Yuichiro HISATSUNE**,Seiji UJIIE***
*Product Development Group・**Hisatsune Forest Co.,Ltd.・***Faculty of engineering,Oita University
要 旨
大分県の森林面積は県土の 72%を占め,スギは民有林の造林面積と素材生産量が国内トップレベルである.ヒノ
キも民有林の造林面積と素材生産量が全国有数規模で,貴重な地域資源である.
しかし木材価格は低迷,林業の収益性は悪化し再造林・育林の費用までは賄えないのが現状で,大分県の林業経
営体数は 5 年前と比較すると約 3 割減少し,林業の衰退が進行している.
林業を持続可能なものにするためには,森林資源を木材だけでなく,より付加価値が高く木材としては使えない
枝葉や曲がった木など,これまで利用されていなかった森林資源を活用した商品開発が必要となる.
そこで林業再生に向けた事業として林地未利用材を活用した精油製品を商品化する際の,技術やマーケティング
上の課題を解決するため,久恒森林株式会社は,大分大学工学部と当センターと共同で研究を進める.
1. はじめに
久恒森林(株)では,ヒノキとスギの枝葉や木部などの
林地未利用材から精油を蒸留抽出する研究を独自に進め
てきた.精油は,香りを楽しむアロマテラピーに使用さ
れ,試験販売を実施したところ,「森の中にいるような気
持ちになれる」と女性や中高年の男性から高い評価を得
ている.この取り組みを端緒として,木材としては使え
ない枝葉や曲がった木など,これまで利用されていなか
った森林資源(林地未利用材)を多段的(カスケード的)
に活用し,さらに付加価値を高めた商品開発を行い林業
再生につながる事業としていくことを計画している.
当センターは,精油の香りを楽しむためのスギやヒノ
キ等の林地未利用材を使用したディフューザーの商品化
に向けて久恒森林(株)と共同で研究に取り組む.
2. 研究内容
林地未利用材から抽出された精油の香りを楽しむため
には,拡散する道具であるディフューザーが必要となる.
本研究の1年目の課題である,林地未利用材を利用し
たディフューザーの試作に向け商品開発プロセスに基づ
いて開発に取り組んだ.
2.1 社会環境・社内環境・業界市場分析
生活者を取り巻く環境を分析してトレンドを探るため
ヒット商品などを参考に社会環境分析を行なう.
自社の強みや弱み,市場の機会や脅威を分析し中核的
推進力を明確にするとともに市場・業界の分析を行なう.
2.2 ターゲット設定
アロマ市場を牽引するターゲットを想定し,属性と特
性,生活シーンの設定を行なう.
2.3 市場でのニーズ確認と競合品の調査
商業店舗でのアロマ関連市場や研究機関での精油抽
出技術や商品化の取り組みを調査する.
2.4 アイデア発想と商品コンセプト検討
ブレーンライティング法を基にアイデア発想を行ない,
アイデアを組み合わせて商品コンセプトを立案し,バー
チャルカタログにより試作の可能性を検討する.
2.5 試作品の製作
商品コンセプトの具体化に向けた試作品を製作するた
め,林地未利用材の製材加工,乾燥,試作品の部材加工
を行う.
2.5.1 スギ,ヒノキの製材加工
林地未利用材を専門に加工する製材所で製材する.
2.5.2 スギ,ヒノキの乾燥
恒温恒湿器を使用し低温除湿乾燥法により乾燥する.
2.5.3 試作品の加工
3. 研究結果及び考察
3.1 社会環境・社内環境・業界市場分析
過去のヒット商品情報などを収集し下記のとおり自社
に活かせそうなキーワードを抽出した.
○世のため消費 ○新たな顧客の創造 ○安全,安心
○健康,癒し ○交流+IT ○感動を共有
久恒森林(株)の強みや弱み,市場の機会や脅威を分
析し自社の中核的推進力として以下の項目を設定した.
○フェアウッド&トレーサビリティ
・持続可能な木材利用 ・履歴がわかる材料
○森林認証取得
・「緑の循環」認証会議(SGEC)の森林認証
○林地に豊富な未利用材がある.
○国産アロマへのニーズが高まっている
ディフューザーの市場における競合商品の分析を行う
ため,縦軸に価格,横軸に空間の広さを設定した.超音
波や発光熱,炎により拡散する商品は競合品が多く,技
術的な課題があるため,自然拡散技術による小空間で低
価格帯の商品が有望であることが確認できた.(Fig.1)
3.2 ターゲット設定
アロマ市場を牽引するターゲットを想定し,属性と特
性,生活シーンの設定を行なった.
ターゲット候補として 20 代後半の女性,40 代前半の
女性,50 代後半の男性を検討したが,森林浴や登山に興
味を持つ 20 代後半の女性にニーズがあると判断し,山ガ
ール,カメラ女子をターゲットとした.(Fig.2)
3.3 市場でのニーズ確認と競合品の調査
平成 24 年 5 月 17 日(木)~19 日(土)の 3 日間,
商業店舗でのアロマ関連市場の調査や研究機関での精油
抽出技術や商品化の取り組み状況について調査した.
○銀座地域商業施設
・ニールズヤードレメディース ・銀座香十
・生活の木 松屋銀座店 ・銀座三越 8F
・大分県東京事務所 坐来 ・まるごと高知
○森林総合研究所 バイオマス化学研究領域
○農業生物資源研究所
○自由が丘地域商業施設
・グリーンフラスコ
・オークビレッジ自由が丘ショールーム
・F&Fオーガニックナチュラルビューティー
○羽田空港国際線
・まかないこすめ 羽田空港国際線店
商業施設の調査では,国産の精油に対するニーズが高
く中でもスギやヒノキが選ばれていることが実感でき,
海外のアロマ文化の真似ではなく日本人の嗜好に合った
香りとその楽しみ方の提案が必要であると感じた.
研究施設の調査では,減圧式マイクロ波水蒸気蒸留装
置による香り成分の抽出技術により企業と共同で商品化
されている事例や,機能性の追及,エッセンシャルウオ
ーターの活用が鍵になる事などが参考になった.同じ樹
種でも産地によって抽出成分が異なるため,地方特有の
樹木成分を含む精油が各地で商品化されることで地域の
活性化につなげる事が必要であることがわかった.
3.4 アイデア発想と商品コンセプト検討
ブレーンライティングによるアイデア発想後,その基
となる気持ちで分類し下記 4 テーマを設定した.(Fig.3)
・P案「樹木などの自然な形がインテリアアート
になる Forest ディフューザー」
・Q案「自宅で旅館のヒノキ風呂気分が
味わえるヒノキ湯アロマ」
・R案「樹木を利用したふだん使いの生活用品で
香りを楽しむ Mori アロマグッズ」
・S案「利用することが森林・林業・環境に貢献する
森の宝もの collection 」 Fig.1 競合品の価格と拡散性能の関係
上記4つのテーマごとにアイデア発想を行い,コンセ
プト機能用件,アイデアを組み合わせて商品コンセプト
を検討した.(Fig.3)
商品コンセプトに基づき作成したバーチャルカタログ
を基にメンバー内で検討し,意見を参考に試作品の製作
に向けて改良設計を行なった.(Fig.4)
3.5 試作品の製作
3.5.1 スギ,ヒノキの製材加工
林地未利用材の中でも,1 番玉の下の根元の部分は元
鉢と言われ,50cm 程度に玉切りされ,主に下駄の材料と
して利用されてきたが,現在では需要が減ったため林地
に放置されている.
ディフューザーに加工してもらう材料としては,節が
なく木目がきれいな材料が適していることから,林地に
放置されている元鉢の部分を利用することとした.
県内には,柱や梁などの建築部材を加工する製材所は
多いが,短く玉切りされた材料を加工することはできな
いため,日田市内で主に元鉢を製材して下駄の材料に加
工する製材所にて加工された部材を利用した.(Fig.5)
3.5.2 スギ,ヒノキの乾燥
一般的に製材所の乾燥機では建築材の基準である含水
率 15%が下限であり,主に高温乾燥が用いられる.
今回は材の色や木肌の質感が比較的良いと言われる低
温除湿式乾燥により含水率 10%以下になるようセンタ
ー内の恒温恒湿器を使用し乾燥することとした.(Fig.6)
乾燥する前の含水率を計測するため,部材の一部を切
除し,全乾法により重量から算出した結果,ヒノキが平
均 31.4%,スギが 87.8%の含水率であることがわかった.
他の部材については,この含水率を基準とし重量から
含水率を推定した.含水率は寸法や部位により含水率が
異なるため,一旦 60%~40%にしてから徐々に下げてい
くこととし,ヒノキ平割材(50mm 厚)の低温除湿乾燥のス
ケジュールを参考に,約 17 日間で含水率を 10%以下に
する事ができ,その後 3 日間調湿し気乾含水率に戻した.
なお,下表(Table 1)の想定含水率は最も断面寸法の
大きな部材(120×120×400)2 本の平均より算出した.
時間 乾球温度
(℃)
相対湿度 (%)
想定含水率 (%) 0~95
95~124 124~216 216~288 288~335 335~407 407~479
35 35 35 40 40 40 40
75 70 65 60 55 50 80
31.4 - - 17.0 12.5 9.8 14.2
3.5.3 試作品の加工
久恒森林(株)は中津市の「なかつ 6 次産業創生推進協
議会」のメンバーとして,湯船の中で首に当てて使用す
る「玉湯まくら」を開発している.今後,木工ロクロを
導入するため,球形の展開による試作品を検討した.
金属部品は特注家具金物等を製造する,(株)田嶋製作
所(日田市)から部材を購入し,木部品は木工ロクロに
よる加工技術を持つウッドアート楽(日田市)と TODAKA
WOOD STUDIO(九重町)に加工依頼することとした. Fig.3 開発テーマ設定
Fig.4 バーチャルカタログによる検討
Fig.5 製材所の製材機と加工部材
一般的に木工ロクロで加工される広葉樹材に比べスギ
やヒノキなどの針葉樹材は,刃物での切削後に荒れた表
面の研磨量を多くする必要があるため手間と時間がかか
る.特にスギは研磨量を多くする必要がある.(Fig.7)
また,研磨の熱の影響で表面に小さなひび割れが入る
事があるため,少しずつ削るなどの工夫が必要となる.
枝の加工については,伐採時に枝打ち後,林地に放置
された枝の中から,試作品の用途に合った太さや形状の
ものを選定した.枝の樹皮は汚れが付着し,乾燥すると
部分的に矧がれ落ち不潔であることや,素手で触れると
危険であるため剥いて利用する事とした.
樹皮が付いたまま乾燥させて矧がす方法では,樹皮の
下の真皮が付着して研磨に手間と時間がかかった.そこ
で,樹皮や枝に充分水分が染みこんだ状態になるまで浸
けておくことで,真皮とともに樹皮が剥離し研磨の手間
が少なくなることが確認できた.また,樹皮を剥くと枝
の表面に部分的に虫の食害の後があるため,表面を削り
落として研磨する必要があることがわかった.(Fig.8)
ディフューザーの試作においては,幹を利用,枝を利
用,幹と枝を組み合わせて利用することとし,4 つの開
発テーマに沿ってアイデア発想した案の中から下記のと
おり 8 種を試作した.
P案:森の交響曲,木立ちスタンド
・森の交響曲:iPhone や写真等を立てる溝がある角材
の上に枝を取り付け,枝端部の球から香りを楽しむ.
・木立ちスタンド:板上に長さを変えた枝を取り付け,
枝の上端に取り付けた球に精油を滴下する.
枝にスリッパを立てると,森の木立ちが連想できる.
Q案:玉湯ら,玉湯アロマ
・玉湯ら:上端に精油を滴下し,起き上がり小坊師の
ように倒しても,左右に揺れながら香りを拡散させ
て起き上がる.
・玉湯アロマ:大小の球を組み合わせ,ツボ押しをし
ながら香りを楽しみ,倒しても起き上がる.
R案:森のくつべら,玉乾ら
・玉乾ら:複数の球を紐に通して靴の中に入れ,芳香
と湿気を取る事を想定した靴用アロマ製品.
・森のくつべら:中央に穴を開けた円筒形のスタンド
に,長尺の枝の下端を削ったくつべらを立てて使用
する.精油は枝の上端に取り付けた球に滴下する.
S案:森のペーパーウェイト,森のゆらぎアロマ
・森のペーパーウェイト:スギやヒノキのほか,カシ
などの広葉樹を球状に削り,上部の窪みに精油を滴
下し香りを楽しむ.下方に錘を埋め込むことでゆれ
るウェイトとして利用.
・森のゆらぎアロマ:半球状の台の中心にバネ加工し
た金属線を差し込み,その上端に窪みのある球を
取り付ける.上部の窪みに精油を滴下した球が揺れ
ることで香りを拡散する.
上記,P,Q,R,Sの 4 つのテーマで開発した試作
品は,ターゲットが居住する室内の使用シーンでの使い
方を想定し,試作品を評価する際に提案する予定.
○玄関での使用を想定
・玉乾ら ・森のくつべら ・玉湯ら
・木立ちスタンド
○浴室での使用を想定
・玉湯ら ・玉湯アロマ
○ターゲットの個室での使用を想定
・玉湯ら ・森の交響曲 ・森のペーパーウェイト
・森のゆらぎアロマ
○リビングでの使用を想定
・玉湯ら ・森の交響曲 ・森のゆらぎアロマ
4. まとめ
林地未利用材は,林地で用途に合った材料の選定と搬
出,材料の選別と樹皮の除去,製材,乾燥,加工,組み
立てなどの工程を経て,製品化が可能となる.
加工の段階では充分に乾燥した材料を使用しないと,
割れや狂いが生じ不良品となるため,加工する前に含水
率を一旦 10%以下に乾燥した材料の使用が必須となる.
今年度の研究では,センター内の恒温恒室器を使用し
一旦 10%以下まで乾燥したため,加工の段階で割れや狂
いが生じることはほとんどなかった.
当研究期間終了後の事業化を考えると,加工に必須と
なる乾燥技術が課題となるため,25 年度の研究課題の 1
つとして検討が必要と考えられる. Fig.7 木工ロクロによるスギの加工と表面の状態
漁船機器の無線遠隔制御装置の開発
小田原幸生*・足立彰**・谷口康広**
*電子・情報担当 ・ **有限会社光電
Development of Wireless Remote Controller for Fisher and Aqua-cultural Machine
Yukio ODAWARA*・Akira ADACHI**・Yasuhiro TANIGUCHI**
*Electronic and Information Engineering Group ・ **Koden limited company
要 旨
漁船を用いた漁業経営では,近年の石油価格の高騰を背景に,燃料費の節減が強く求められている.そこで,養殖 海苔の摘採をモデルとし,海苔の摘採を行う小型船から母船の機関,機器を無線遠隔操作する装置を開発し,実用
化・製品化のための試験と改良を行い,製品化に結び付けることができた.
1. はじめに
漁船には様々な電動機器が搭載されていて,いつでも
これらの機器を使えるように,発電機,すなわち機関を 常時動作させていることが多い.しかし,近年の燃料価
格の高騰や温暖化ガスの CO2排出削減要請を背景に,燃
料の節約が強く求められている.そこで,無駄なアイド
リングを防止し,機器を使うときに遠隔操作で機関の始 動/停止を行うシステムを開発した.モデルとしたの
は,古くから沿岸部で行われている海苔養殖(支柱式) における海苔の摘採で,採取した海苔の運搬を行う母船
(漁船)に設置された受信・制御装置により,摘採を行 う小型船から小型無線送信器による操作で,機関の始動
/停止,照明,ポンプ等を操作できるようにした.
2. 開発の課題と対応
当初,開発の課題として次の点が挙げられた.
① 機関の始動/停止制御における信頼性 ② 低電圧,大電流制御のため発熱(損失)が大
③ 防水・防錆性
④ メーカーによって異なる船内配線形態
⑤ ユーザーにとって導入が容易であること
無線モジュールは㈱サーキットデザインの 315MHz 帯
特定小電力無線を用い,10m 以上の通信距離を確保し た.また,マイコンは Microchip Technology 社の PIC
を用い,スルーホール基板上で開発を行った. ①について,漁船にとって心臓部と云える機関の制御
を行うので,事故があってはならない.特に,機関が掛 かった後もスタータ(セルモータ)を回し続けるオーバ
ーラン(過回転)を防止するため,機関が掛かりスター タの負荷が軽くなって,バッテリ電圧の上昇を検知する
と機関の始動を完了させるようにした.一方,従来から 同様の働きをする機器にセーフティリレーが使われてい
る.しかし,装備されていない漁船や,機能していない ものもあるという.セーフティリレーは発電を検出して
動作するので,機関動作中の誤ったスタータ投入を防ぐ ことができるなど安全性が高い.そこで,セーフティリ
レーとの併用を推奨している.
②について,③との関係で受信・制御装置を密閉構造
にする必要性があり,発熱による装置内部の温度上昇が 問題となった.このため,制御電流の最大値を制限する
ことと併せ,デバイスの温度を検出し,一定の温度を超 えると対象機器の使用を一時的に休止させるようにして
いる.
④について,具体的に電源のアース(グラウンド)が
バッテリ電極+-のどちらに接続されているか,機器の 入/切をするスイッチがどちら側かで配線形態が異な
る.このため,回路基板ではスイッチに対応するパワー MOS・FET を+-の両極に設け,基板上のデバイスの付け
替え(付録 Fig.3 ⑱)で片方のみを動作させている. 無線遠隔制御装置の詳細を付録に示す.
3. まとめ
平成 23 年度に基本システムの動作確認を行い,平成 24 年度は漁船での動作確認を行って,11 月末からの海
苔の収穫で約 3 ヶ月間の実働試験を行い,制御の検証が できた.また,送信器の防水対策の強化など改良も行っ
た.開発した装置は,国内の漁業で初めて投入する機器 であり,水産関係者からも,特に高くなってきた燃料の
《付録》 漁船機器の無線遠隔制御装置の詳細
Fig.1 無線受信・制御装置(正面) Fig.2 (背面)
Table 1-1 各部の名称,定格
番 名称 定格 番 名称 定格
1 始動時間調整 0.5~5.5 秒 9 始動(RUN)出力 最大 5A 2 電源 ON 表示ランプ 10 停止(Stop)出力 最大 20A 2 秒
3 電源スイッチ 11 主電源リレー(Main)出力 最大 2A 4 主電源ヒューズ 20A 12 空き
5 補助電源ヒューズ 20A 13 補助電源入力 COM2 補助バッテリ -接続 6 線条アンテナ 1.4m 14 補助電源入力 +V2 補助バッテリ +接続
7 主電源入力 COM1 主バッテリ-端子接続 15 ポンプ出力 最大 3A 8 主電源入力 +V1 主バッテリ+端子接続 16 電灯出力 最大 12.5A ※主バッテリ,補助バッテリの定格電圧は共に 24V (将来的に 12V (コモンレール式)にも対応させる.)
Fig.3 本体内部 Fig.4 送信器
Table 1-2 各部の名称,定格 17 受信モジュール 315MHz 帯 特定小電力無線受信モジュール
18 出力極性切り替え用 フォトカプラ・ソケット
上から L(Light:照明),P(Pomp:ポンプ)
Dynamometer Endmill
Holder
M/C table X
Y Z
Workpiece 1 Workpiece 2
難削 性金 属 材料 の切 削加 工技 術 の高 度化 に関 する 研 究( 第 3 報)
― コ ー テ ッ ド 超 硬 エ ン ド ミ ル に よ る 難 削 材 の 効 率 的 切 削 加 工 技 術 の 開 発 ―
大 塚 裕 俊 ・ 水 江 宏 ・ 橋 口 智 和 機 械 ・ 金 属 担 当
Study on end milling difficult-to-machine alloys(the 3rd report)
-High efficient machining with coated carbide endmills -
Hirotoshi OHTSUKA・ Hiroshi MIZUE・ Tomokazu HASHIGUCHI Mechanics and Materials Engineering Group
要 旨
難 削 性 金 属 材 料 の 切 削 加 工 技 術 の 高 度 化 の た め , 前 年 度 の エ ン ド ミ ル の 切 れ 刃 形 状 を 改 良 し た 不 等 リ
ー ド エ ン ド ミ ル を 用 い て , ス テ ン レ ス 鋼 (SUS304)の 切 削 加 工 実 験 を 行 っ た 結 果 , 等 リ ー ド エ ン ド ミ ル に
比 較 し て 不 等 リ ー ド エ ン ド ミ ル で は 切 削 抵 抗 の 変 動 が 小 さ く 切 削 距 離 が 伸 び る 結 果 が 示 さ れ た . ま た ,
よ り 加 工 条 件 の 厳 し い ポ ケ ッ ト 形 状 を 対 象 と し た 切 削 加 工 実 験 を 行 っ た 結 果 , 不 等 リ ー ド エ ン ド ミ ル の
方 が ス テ ン レ ス 鋼 ( SUS304) で は 工 具 寿 命 が 大 幅 に 増 大 し た .
1. はじめに
ステンレス鋼など難削材は,エンドミル加工におけ
る被削性の向上が常に求められている.今回は,ステン
レス鋼を対象として,前年度に開発されたコーテッド超
硬エンドミル工具をさらに改良した不等リードエンドミ
ルを加工実験に適用する.また加工形状として,直線切
削に加え加工条件の厳しいポケット形状の切削加工も実
施する.
本研究では,被削材の加工効率向上の手段として,
一刃ごとにねじれ角を変化させた不等リードエンドミル
を適用する.昨年度の知見により切れ刃形状を改良した
本工具を用いて比較試験を行い,工具寿命向上について
の有効性を示す.また製品加工で頻出する凹部形状(ポ
ケット形状)について,等リードエンドミルとの比較実
験を行い有効性を検証する.
2. 実験装置と方法
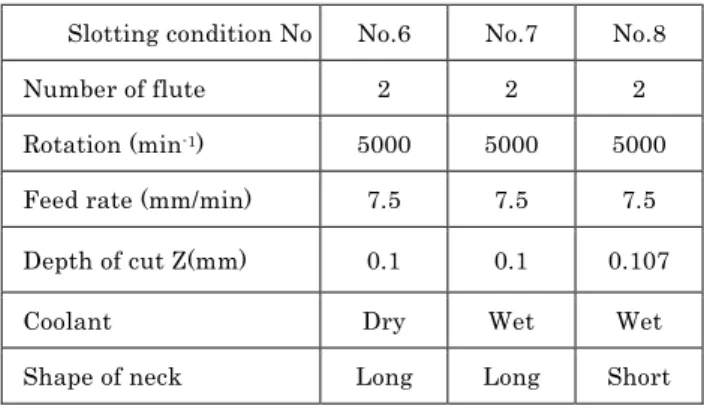
2.1 切削工具と被削材
工具として,ねじれ角が交互に 30°と 32°である直
径 8mm,4 枚刃の(Ti, Al)N コーティングされた超硬ス
トレートエンドミル(不等リードエンドミル:Fig.2)
を用いる((株)信栄製作所で製作:以下エンドミル
(A)).これは今回開発された工具である.その比較対
照用として,前回利用した超硬ストレートエンドミル
(ねじれ角がすべて 30°)を用いる((株)信栄製作
所で製作:以下エンドミル(B)).なお工具母材は超微
粒子超硬合金であり,従来よりも硬度や耐酸化性が向上
した被膜を用いている.
さ ら に ポ ケ ッ ト 形 状 加 工 で は , ね じ れ 角 が 交 互 に
36°と 39°である直径 8mm,4 枚刃の(Ti, Al)N コーテ
ィングされた超硬ストレートエンドミル(不等リードエ
ンドミル)を用いる(市販品:以下エンドミル(C)).
この比較対照用として,材質がほぼ同等の超硬ストレー
トエンドミル(ねじれ角がすべて 45°)を利用する
(市販品:以下エンドミル(D)).
なお被削材はステンレス鋼 SUS304 を用いる.
2.2 実験装置と手順
Fig.1 に用いる実験装置の概略を示す.上記の材料か
ら作製した被削材 1,2 を立形マシニングセンタ(MC)の
テーブル上に取り付ける.被削材 1 は工具寿命試験(直
線切削およびポケット形状切削)に用いられ,被削材 2
は 3 成分工具動力計上に保持され切削抵抗の測定に用い
られる.切削抵抗の測定は Table 1 右の Rd,Adに示さ
れるように,被削材についてエンドミルの軸方向と径方
向に一定の切込み量を与えて XY 平面内での直線端面切
削により行う.工具寿命試験の標準切削条件も Table 1
左に示す.切れ刃や切りくずの外観についても適宜に観
察する.